Величине рупа: столови, алати, поступак сечења
Да бисте пресекли унутрашњу нит на делу, прво морате избушити рупу. Његова величина није једнака пречнику навоја, али би требала бити нешто мања. Пречник сврдла за навој можете пронаћи у посебној табели, али за ово такође морате знати врсту навоја.

Параметри навоја одређују пречник сврдла
Садржај чланка
Главна подешавања
Било коју нит карактеришу два параметра:
- пречник (Д);
- корак (П) - удаљеност од једне петље до друге.
Одређује их ГОСТ 1973257-73. Велики корак се сматра нормалним, али њему одговара неколико мањих. Мали корак се користи када се наноси на производе са танким зидовима (цеви са танким зидовима). Такође чине мали заокрет ако је примењена нит начин прилагођавања било којих параметара. Такође, ради се мали корак између завоја како би се повећала непропусност везе и превазишао феномен самозавртања дела. У осталим случајевима сече се стандардни (велики) корак.
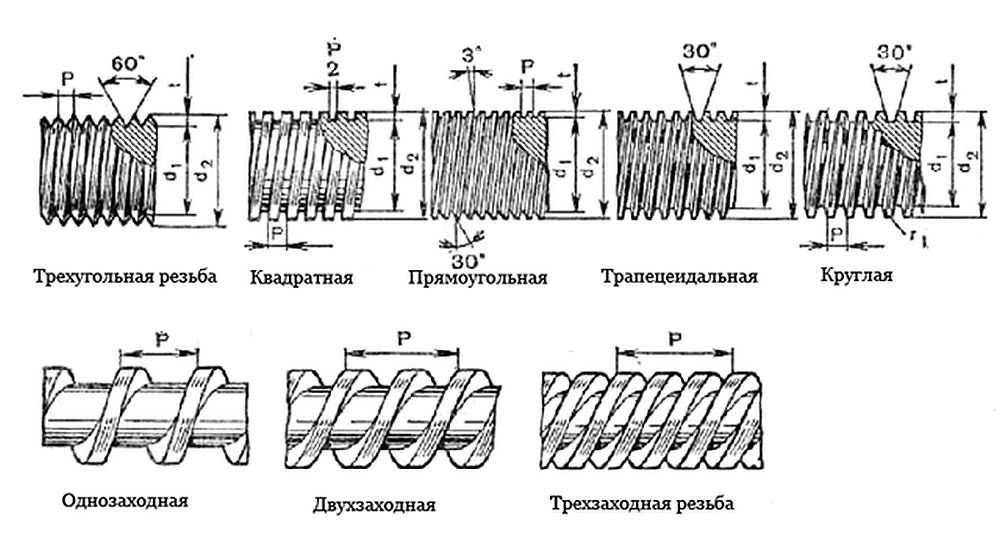
Врсте навоја и његове главне карактеристике
Постоји много врста навоја, пошто свака има своје карактеристике формирања, пречник рупе за навој је у сваком случају различит. Сви су наведени у ГОСТ-у, али најчешће користе троугласте метричке и сужене метричке нити. О њима ћемо даље.
Обично видимо троугласте навоје на вијцима и другим сличним причвршћивачима, сужене - на већини водоводних производа који укључују одвојиву везу.
Направа
За самостално резбарење користе се мали алати:
- матрице (зову их и лерки) за цртање завоја споља (обично на цеви или металној шипки (затичу);
- славине - за унутрашњост (овде претходно треба да направите рупу за њих).

Куцните (горе) и умрите (доле)

Сви ови уређаји су направљени од легура, које карактерише повећана чврстоћа и отпорност на хабање. На њиховој површини се наносе жлебови и жлебови, помоћу којих се добија њихова зрцална слика на радном предмету.
Свака славина или матрица су означени - имају натпис који означава врсту навоја који овај уређај сече - пречник и корак. Они се убацују у држаче - кључеве и држаче калупа - тамо фиксирају вијцима. Држећи алат за точење у држачу, ставља се / убацује на место где је потребан одвојиви прикључак. Помицањем уређаја формирају се завоји. Зависи од тога колико је правилно постављен уређај на почетку рада да ли ће се калеми равномерно "положити". Због тога направите прве завоје покушавајући да одржите структуру равномерном, избегавајући померања и изобличења. Након неколико револуција, процес ће бити лакши.
Навоји малог и средњег пречника могу се резати ручно. Тешки типови (дво- и тросмерни) или рад са великим пречницима рукама није могућ - потребан је превише напора. У ове сврхе користи се посебна механизована опрема - за стругове са славинама и матрицама причвршћеним за њих.
Како правилно исећи
Можете наносити нити на готово било који метал и њихове легуре - челик, бакар, алуминијум, ливено гвожђе, бронзу, месинг итд. Није препоручљиво то радити на врућем гвожђу - сувише је тврдо, током рада ће се распасти и неће бити могуће постићи висококвалитетне завоје, што значи да ће веза бити непоуздана.

Алат за рад
Припрема
Потребно је радити на чистом металу - уклонити рђу, песак и друге загађиваче.Тада место наношења навоја мора бити подмазано (осим ливеног гвожђа и бронзе - са њима морате радити „на суво“). За подмазивање постоји посебна емулзија, али ако не, можете користити намочени сапун. Такође можете користити и друга мазива:
- ланено уље за челик и месинг;
- терпентин за бакар;
- керозин - за алуминијум.
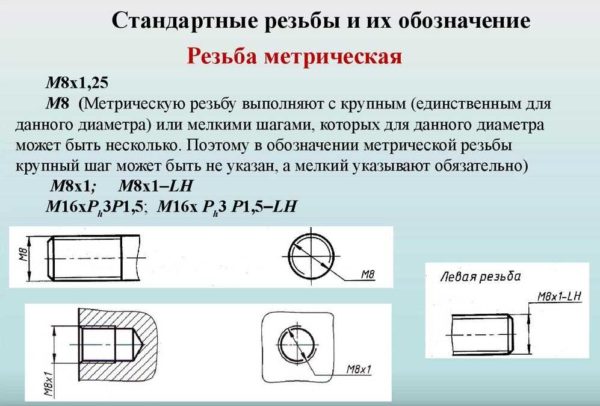
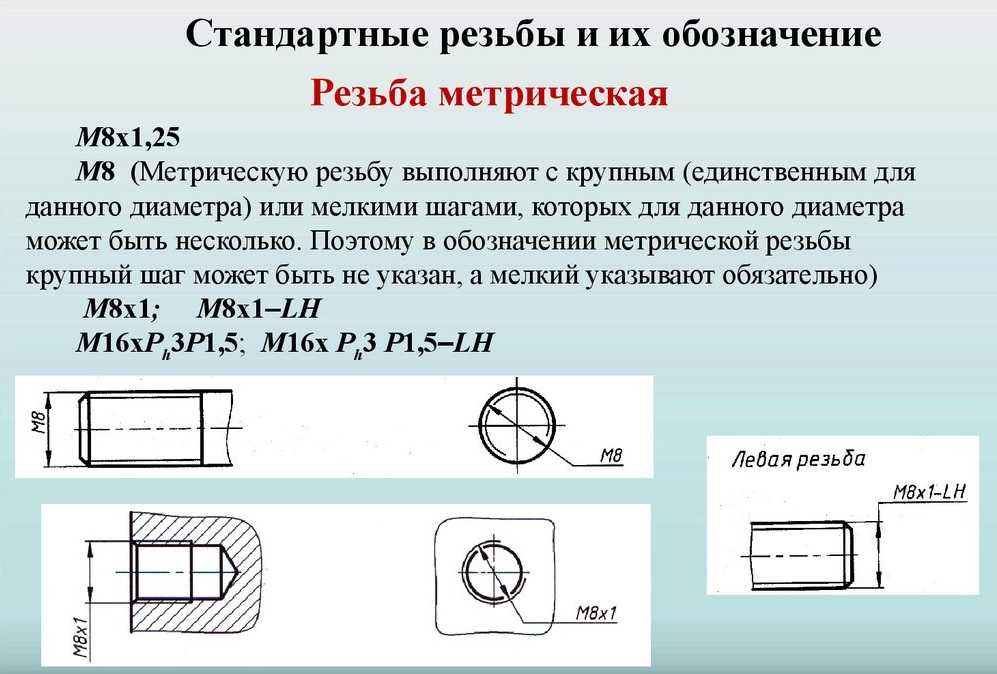
Опције метричког навоја
Често можете чути савете за употребу машинског уља, минералног уља или чак свињске масти при резању нити. Они добро раде, али стручњаци кажу да је боље то не чинити - чипс ће се залепити за вискозну супстанцу, што ће довести до брзог трошења славине или умирања.
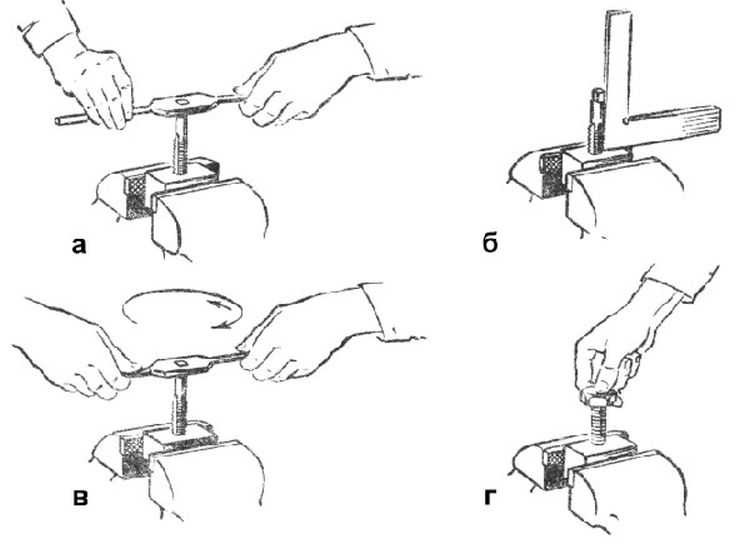
Процес резања
Приликом сечења спољних навоја, матрица се поставља строго окомито на површину цеви или шипке. Када радите, не би требало да маше, иначе ће се окрети показати неравномерним и веза ће бити ружна и непоуздана. Први завоји су посебно важни. Зависи од тога како ће „положити“ да ли ће веза тада бити искривљена.
Применом унутрашњег навоја, део је фиксиран непомично. Ако је то мали комад, можете га ухватити за порок. Ако је плоча велика, осигурајте је доступним методама, на пример, причвршћивањем шипкама. М.
Славина се убацује у рупу тако да је њена ос паралелна оси рупе. Уз мало напора, мало по мало, почињу да се увијају у датом смеру. Чим осетите да се отпор повећао, одврните славину и очистите је од иверја. Након чишћења, процес се наставља.
Процес резања фотографија
Када тапкате слепу рупу, њена дубина треба да буде мало дубља него што је потребно - овај вишак треба да садржи врх славине. Ако је то структурно немогуће, врх се одсече од славине. Истовремено, није погодан за даљи рад, али другог излаза нема.
Да би завоји били квалитетни, користе се две славине или матрице - груба и завршна. Прво додавање се врши грубо, друго - дорада. Постоје и комбиновани уређаји за урезивање навоја. Омогућавају вам да све направите у једном потезу.
Још један практичан савет: да ивер не падне у радно подручје, приликом сечења направите један пуни заокрет у смеру казаљке на сату, а затим пола окрета у смеру супротном од казаљке на сату. Након тога, алат се враћа на место где се зауставио и поново се прави једна револуција. Ово се наставља до потребне дужине.
Табеле за избор пречника сврдла за навој
Приликом израде унутрашњег навоја, за њега је претходно избушена рупа. Није једнак пречнику навоја, јер се приликом сечења део материјала не уклања у облику чипса, већ се истискује, повећавајући величину избочина. Због тога, пре наношења, морате одабрати пречник сврдла за навој. То се може учинити помоћу табела. Доступни су за сваку врсту навоја, али овде су најпопуларнији - метрички, инчни, цевни.
| Метрички навој | Инчни навој | Навој цеви | |||||
|---|---|---|---|---|---|---|---|
| Пречник навоја, инчи | Корак навоја, мм | Пречник сврдла, мм | Пречник навоја, инчи | Корак навоја, мм | Пречник сврдла, мм | Пречник навоја, инчи | Пречник навоја, мм |
| М1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| М1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| М1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| М2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| М2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| М3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| М3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| М4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| М5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| М6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| М8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| М10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| М12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| М14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| М16 | 2,0 | 13,5 | - | - | - | - | - |
| М18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| М20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| М22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| М24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Још једном скрећемо вашу пажњу на чињеницу да је пречник сврдла за навој дат за грубу (стандардни навој).
Табела пречника спољне шипке навоја
Када се ради у спољном навоју, ситуација је врло слична - део метала се истискује, а не одсеца. Због тога би пречник шипке или цеви на коју се навој наноси требало да буде нешто мањи. Колико тачно - погледајте табелу испод.
| Пречник навоја, мм | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Пречник шипке, мм | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |










Табела навоја. Прва колона. Метрички навој д.б. већ у мм, дакле је метричка.
Амандман. Табела са женским навојем, наслов 1. колоне