Како кувати танак метал
Заваривање танког метала изазов је чак и за неке искусне завариваче. Почетници у заваривању углавном имају тешкоћа. Овде правила уопште нису иста као код заваривања густих производа: постоји много карактеристика и потешкоћа, што отежава одабир начина рада и електрода. Лакше је то учинити полуаутоматским уређајима за заваривање, али у свакодневном животу су прилично ретка појава, претварачи су много чешћи. Овде ћемо говорити о заваривању танког метала инвертером.
А прва потешкоћа код заваривања метала мале дебљине је та што се не може јако загрејати: изгори, настају рупе. Стога они раде по принципу „што брже, то боље“ и уопште се не говори о било каквим путањама кретања електрода. Танак лим заварен је провлачењем електроде у једном смеру - дуж шава без икаквих одступања.

При заваривању танких метала, листови се прегревају и савијају
Друга потешкоћа је у томе што треба радити на малим струјама, што доводи до чињенице да лук мора бити кратак. Уз мало раздвајање, само се угаси. Такође може бити проблема са паљењем лука, зато користите уређаје са добром струјно-напонском карактеристиком (напон отвореног круга изнад 70 В) и глатким подешавањем струје заваривања која почиње од 10 А.
Још једна сметња: са јаким загревањем, геометрија танких листова се мења: савијају се у таласима. Веома је тешко ослободити се овог недостатка. Једина опција је покушај да се не прегреје или уклони топлота (испод прочитајте методу са јастучићима за одвођење топлоте).
Приликом заваривања танких лимова, њихове ивице се пажљиво обрађују и чисте. Присуство нечистоће и рђе учиниће заваривање још проблематичнијим. Због тога пажљиво поравнајте и очистите све. Постављају листове врло близу један другог - без размака. Детаљи су фиксирани стезаљкама, стезаљкама и другим уређајима. Затим се делови залепе на сваких 7-10 цм кратким шавовима. Спречавају померање делова и мања је вероватноћа да ће се савити.

Ако добро очистите ивице, можете добити добар шав.
Како кувати танки метал помоћу претварача
Апарати за једносмерно заваривање су добри јер можемо заваривати обрнутим поларитетом. Да бисте то урадили, спојите кабл са држачем електроде на "+" и закачите "-" на део. Са овом везом, електрода се више загрева, а метал се минимално загрева.
О томе, како одабрати претварач за заваривање за кућу или летњу викендицу прочитајте овде.
Потребно је кувати помоћу најтањих електрода: од 1,5 мм до 2 мм. У овом случају морате одабрати са високим коефицијентом топљења: тада ће чак и при малим струјама шав бити високог квалитета. Струја је постављена на малу. За електроде од 1,5 мм требало би да буде око 30-45 ампера, за "два" - 40-60 ампера. У стварности то понекад дају ниже: важно је да можете радити.
| Дебљина метала, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2.0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Пречник електроде, мм | 1,0 мм | 1,6 мм - 2 мм | 2 мм | 2,0 мм - 2,5 мм | 3 мм |
| Јачина струје, А. | 10-20 ампера | 30-35 ампера | 35-45 мм | 50-65 мм | 65-100 мм |
Да би се метал мање загревао, делови се постављају у вертикалном или барем косом смеру. Затим кувајте одозго надоле, померајући врх електроде строго у овом смеру (без одступања или враћања). Угао нагиба је угао напред, док је његова вредност 30-40 °. Дакле, загревање метала ће бити минимално, а ово је један од најважнијих задатака за заваривање танких метала.
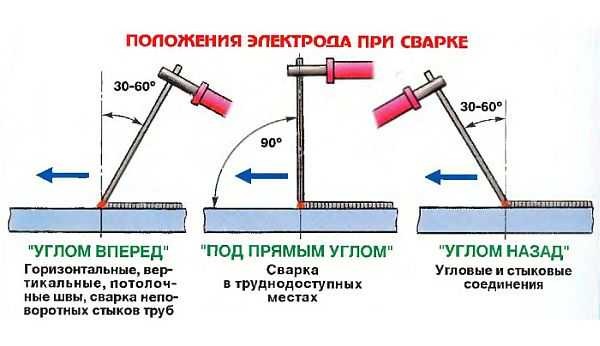
Положаји електрода за заваривање и њихова употреба
Општа препорука за избор електрода за заваривање танких метала: купите висококвалитетне увезене електроде за такав рад. Биће много пута мање проблема.
Производња пролио на металном оквиру, прочитајте овде.
Технике и методе заваривања танких лимова
Понекад танке листове треба заварити под углом.У овом случају је погодније користити методу прирубнице: ивице лима су савијене до потребног угла, причвршћене кратким попречним шавовима сваких 5-10 цм. Након тога заварене су како је горе речено: континуираним шавом од врха до дна.
Видео приказује како заварити танки лим помоћу електроде помоћу претварача за заваривање. Користи се метода прирубнице: ивице делова се преклопе уназад, а затим се на неколико места заплене кратким шавовима. Након тога следи заваривање танком електродом дебљине 2 мм.
Није увек могуће избећи изгарање приликом заваривања без раздвајања. Затим можете покушати да прекинете лук на неколико тренутака, а затим поново спустите електроду на исто место и померите је за још неколико милиметара. Дакле, повлачењем и враћањем лука, и кувањем. Овом методом се испоставља да метал има времена да се охлади током одвајања лука. На видео снимку ћете видети како се боја места заваривања мења након уклањања електроде. Главна ствар је да не дозволите да се метал превише охлади.
Отпорно заваривање танког метала приказано је у првом делу видеа. Метода спајања - преклапање (један део прекрива други за 1-3 цм), користи се електрода са рутилним премазом (за структурне и нисколегиране челике). Затим је приказано заваривање нерђајућег челика нерђајућом електродом са главним премазом, а на крају је заварен спој црног метала истом електродом од нерђајућег челика. Шав се, иначе, показао квалитетнијим него када се користе препоручене електроде.
Прочитајте о избору електрода за заваривање инвертерском машином овде.
Ако заваривање танког метала није потребно континуираним заваривањем, користи се точкасти завар. Овом методом заваривања мале величине, навојни спојеви су на малој удаљености. Ова метода се назива прекинутим шавом.

Овако изгледа прекинут шав на танком металу
Генерално, заваривање танког гвожђа од почетка до краја је тешко. Преклапање је лакше: делови се не прегревају толико и мања је шанса да ће све „водити“.
О врстама заварених спојева и спојева прочитајте овде.
Приликом електричног заваривања танког метала од краја до краја, између лимова можете положити танку жицу пречника 2,5-3,5 мм (премаз можете оштетити оштећеним електродама и користити их). Постављен је тако да се са предње стране поравна са металном површином, а са погрешне стрши скоро половину пречника. При заваривању лук се води дуж ове жице. Потребно је главно топлотно оптерећење, а заварени лимови се загревају периферним струјама. Истовремено, они се не прегревају, не тегле, шав је гладак, без знакова прегревања. Након уклањања жице тешко је видети трагове да је била присутна.

Овако изгледа шав приликом заваривања танког металног чеоног завара помоћу топлотно проводне жице положене одоздо
Други начин је стављање бакарних плоча испод споја. Бакар има врло високу топлотну проводљивост - 7-8 пута већу од челичне. Постављен испод места заваривања, уклања значајан део топлоте, спречавајући прегревање метала. Овај метод заваривања танких метала назива се „топлотним потапањем“.
Овде прочитајте како заварити металну сјеницу. Можда ћете бити заинтересовани за читање како то учинити мангала из плинске боце или метал? Ствар је неопходна и погодна за савладавање заваривања.
Поцинковано заваривање
Поцинковани челик - исти танак лим, само покривен слојем цинка. Ако требате да га заварите, мораћете да уклоните овај премаз са ивица за заваривање да бисте очистили челик. Постоји неколико начина. Прво је механичко уклањање: абразивним точком на брусилици или брусилици, брусним папиром и металном четком. Постоји још један начин - сагоревање заваривањем. У овом случају, електрода пролази два пута дуж шава. Истовремено, цинк испарава (испарава на 900 ° Ц), а његове паре су врло токсичне. Дакле, овај посао се може изводити на улици или ако се на радном месту налази напа.После сваког додавања, треба да срушите флукс.

Боље је заварити цинк обложен на отвореном: испаравање цинка је веома штетно
Након потпуног уклањања цинка, започиње стварно заваривање. При заваривању поцинкованих цеви биће потребна два пролаза различитим електродама да би се добио добар шав. Први шав је заварен електродама пресвученим рутилом, на пример, МП-3, АНО-4, ОЗС-4. У овом случају, осцилације имају врло малу амплитуду. Нека горњи шав буде шири. Приближно је једнак три пречника електроде. Овде је важно да не журите и добро прокључате. Овај пролаз користе електроде са основним премазом (на пример, УОНИ-13/55, УОНИ-13/45, ДСК-50).
Прочитајте више о избору електрода за инвертерско заваривање овде.









